高精密镜面轴棒是机械制造、自动化设备和精密仪器中关键零部件,其表面光洁度直接影响运动精度和使用寿命。表面抛光工艺是轴棒加工的重要环节,常见方法包括机械抛光、化学抛光和电解抛光。机械抛光是通过砂轮、砂纸或抛光布等工具,对轴棒表面进行打磨,使微小凸起消除,实现镜面效果。这种方法操作简便,适用于中小批量生产,但需要经验丰富的技师控制抛光力度和方向,避免表面划伤。化学抛光则利用化学药液溶解金属表面微细凸起,通过化学反应获得平滑表面,工艺精度高,适合难以机械接触的复杂表面,但对操作环境和安全防护要求较高。

电解抛光通过电解槽使轴棒表面金属离子均匀溶解,形成光亮的镜面效果,可实现高光洁度和高均匀性,常用于高端精密轴棒加工。抛光过程中,轴棒材质、温度、抛光液浓度及抛光时间都会对表面效果产生影响。高精密镜面轴棒通常要求表面粗糙度Ra值低于0.2微米,抛光工艺需要严格控制,以保证轴棒在运转时摩擦阻力小、耐磨性高。完成抛光后,还需要对轴棒进行清洗和防腐处理,去除残留的化学液体或磨削颗粒,防止氧化和锈蚀。现代生产还可以采用自动化抛光设备,通过精密控制电机和夹具实现高重复性抛光,提高生产效率和一致性。根据不同应用场景,抛光工艺还可能结合研磨或超精密加工,以满足光学仪器、医疗设备或数控机械对轴棒表面精度的严格要求。整体来看,高精密镜面轴棒的表面抛光工艺涉及机械、化学、电解等多种方法,每种方法有其适用范围和操作要点,合理选择和控制工艺参数是保证轴棒性能的关键。


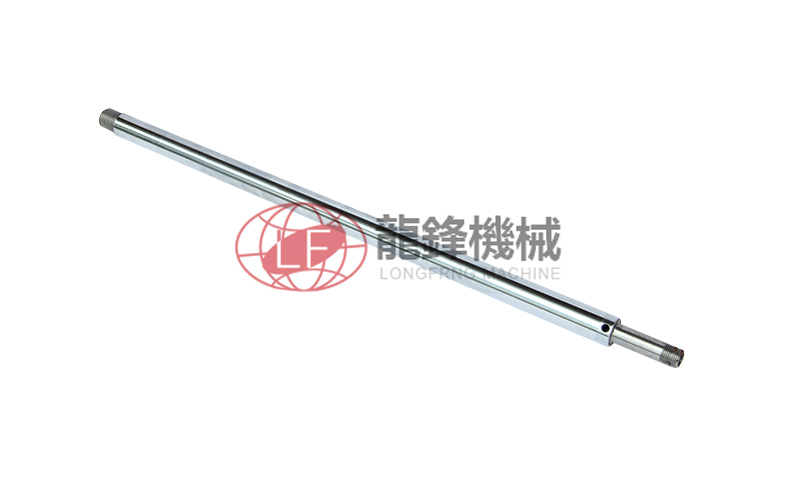 高精密鏡面軸棒
高精密鏡面軸棒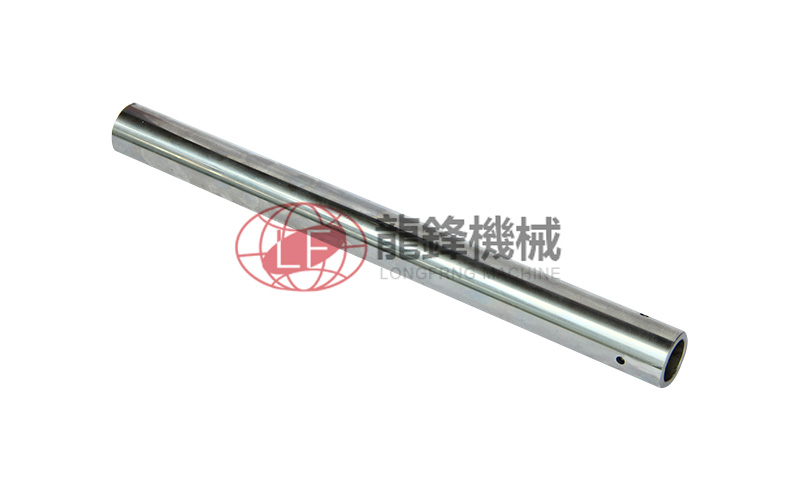 高精密鏡面軸棒
高精密鏡面軸棒




