東莞龍鋒機械有限公司
聯系人:賴先生
電話: 0769-83208249-52
電話:0769-83119245-6
傳真: 0769-83208253
傳真: 0769-83119247
邮箱: lf@longfengmachine.com
地址:東莞市大朗鎮大源工業區石廈路118號
网址:www.longfengmachine.com
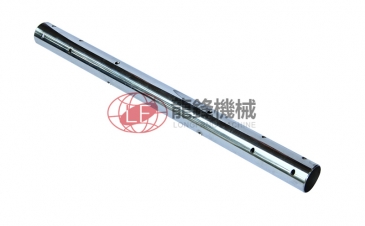
台灣鍵和無心磨床:磨削面积与工件尺寸关系,让龍鋒机械来给大家说说看吧
1. 因为磨削依赖于导轮的修整角和导轮的倾角(磨削角),砂轮与导轮产生螺旋,推动工件向前。由于导轮通过调整修整角度被修整成双曲面,所以砂轮与刀片的位置水平固定。如果调整表面的倾角,则可以改变导轮与砂轮之间的接触面积。这个接触面就是磨削区。磨削区长度会影响砂轮的效率、光洁度、圆度、圆柱度和磨削时间。
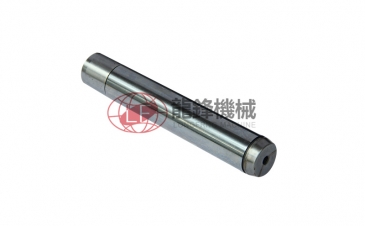
2:磨削面积理论上要达到砂轮宽度的80%左右,不同长度的工件会略有不同。如果用普通的无心磨削方法得到工件,工件的长度一般为砂轮宽度的1.5倍左右。当然,这个数据不是固定的,它是一个粗略的值,并不适用于所有工件。
3:如果磨削量不同,则不应改变导向轮的倾斜角度,因为磨削面积会随着磨削量的增加而增加,工件的磨削点会向前倾斜。如上所述,理论磨削面积约为砂轮宽度的80%。如果我们磨削一个直径为10mm,长度为150mm的工件,如果磨削量为0.02,导轮修整角为2.0°,导轮倾角为2.3°,则磨削面积约为正常值的80%。用这种方法加工的工件尺寸是正常的。如果我们不改变上述参数,每次只增加0.05mm的磨削量,那么在调整磨削位置后,我们会发现磨削面积增加到90%或100%完全由砂轮磨削。这种工件中间会出现两端小的情况,或者工件圆度和光洁度较差。如果我们想要提高,我们只需要记住理论磨削面积,然后将导向轮的倾斜角度调整到2.5°,使工件磨削位置和面积始终在80%左右,这样磨削量就可以在一定范围内调节,只需调整导向轮的倾斜角度就可以得到更好的精度。
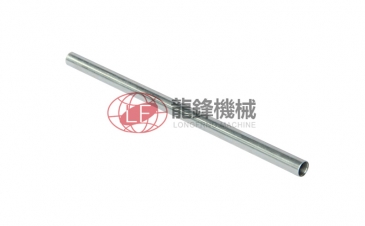
4:如果磨削面积小于80%,对短长零件的尺寸影响不大,但会影响加工效率。由于磨削面积过短,砂轮磨损位置集中在一点,砂轮磨损过大时磨削角度会发生变化产生不良。
如果从磨削区域到砂轮表面80%的砂子能均匀地切削工件而不出现严重的局部磨损,将提高加工效率,减少砂轮修整次数。
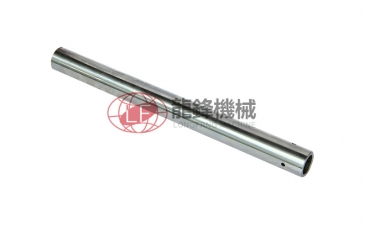
5:导轮倾斜角度调整与工件接触面积小,工件也会与导轮平面产生角度倾斜,倾斜的工件在磨头和磨尾上会被磨掉,造成大大小小的症状。反之,由于工件两端磨削,中间磨削量不足或不足,会造成工件中间端小。

 在线咨询
在线咨询