

- 高精密鏡面軸的維護和保養要求是什麼?
- 高精密镜面轴芯的保养方法
- 高精密镜面轴芯的优缺点
- 無心磨床的原理是什么?
- 数控无心磨床重点维护部位有哪些?
- 数控無心磨床的应用原理
- 数控無心磨床导板的调整
- 常見的無心磨床修整器
- 无心磨床,是不需要采用工件的轴心而施行磨削
- 無心磨床的主要構成組件有哪些部件?
- 無心磨床的結構特性及用途有哪些
- 龍鋒機械庆建国“七十周年”,送上美好的祝福
- 高精密鏡面軸棒直径粗细如何来判断呢
- 電機高精密鏡面軸棒的硬度多少比較合適?
- 汽車領域需要的高精密鏡面軸芯
- 怎樣保證生產出合格的高精密鏡面軸芯
- 鏡面軸加工廠家告訴您如何測量發電機的軸電壓?
- 電機高精密鏡面軸芯振動大的原因有哪幾個方面
- 高精密鏡面軸棒與電機軸的介紹
- 镜面轴加工厂让你了解电机轴电流的防范措施

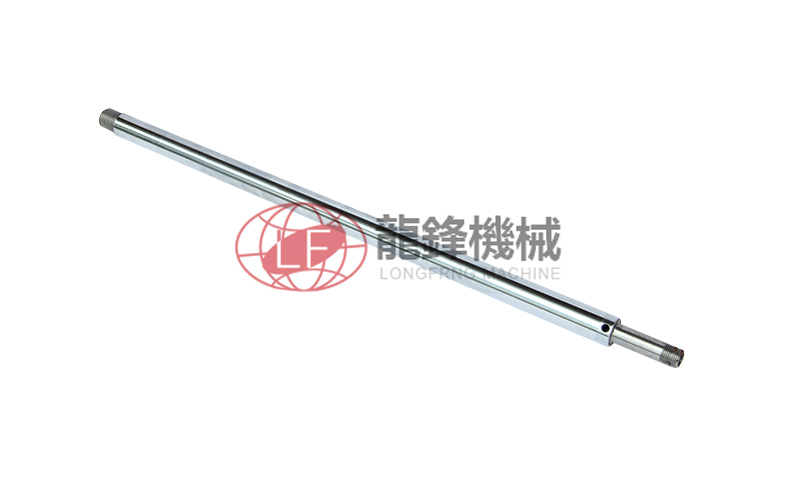 高精密鏡面軸棒
高精密鏡面軸棒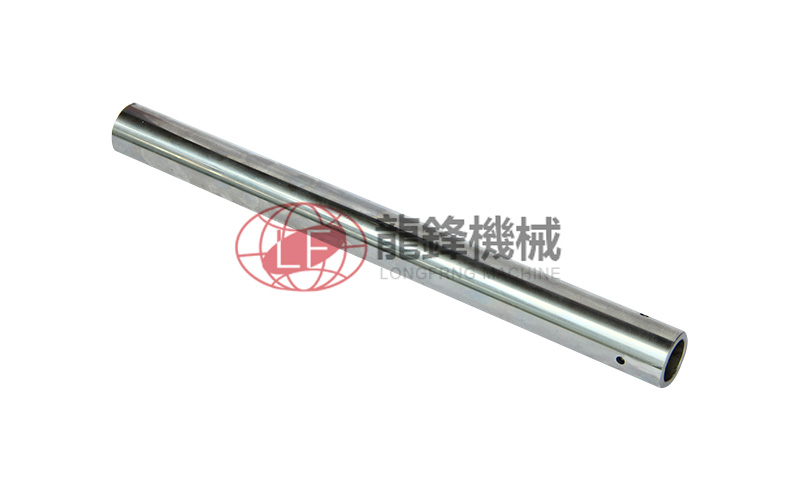 高精密鏡面軸棒
高精密鏡面軸棒




